高壓泵專業(yè)品牌廠家
Professional brand manufacturer of high pressure pump




瀏覽次數:114 次 更新時間:2020-06-10
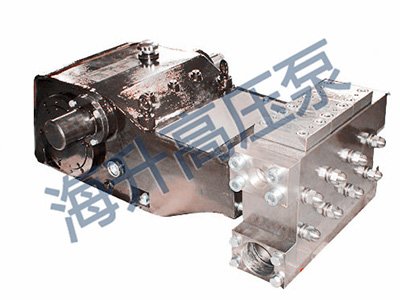
一般往復泵的修復方法
1、表面處理:對需處理的工件進行補焊、脫脂處理、噴砂除銹。
①補焊:對過量沖蝕,不足以支撐膠粘劑強度的部位需要進行補焊。
②脫脂、除潮處理:去除工件表面的油脂,以棉紗擦拭工件表面,棉紗無油漬、水漬。用氧氣乙炔將火焰調整到10CM長,以5cm/min的速度,使火焰反復均勻烘烤工件表面,去除工件表面的油脂和潮氣。
③噴砂除銹:去除工件表面的氧化層,目視檢查,噴砂面可見均勻的金屬本色。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面,噴砂處理后工件要注意防潮。
2、制作:模具、工具準備,將工件預熱,膠粘劑預熱,嚴格按照膠粘劑配比進行混合攪拌,攪拌完成后的膠粘劑盛在料盤中對預熱完成的工件進行施膠,混合后的膠粘劑在料盤中停留時間不能超過3分鐘,以保證膠粘劑對工件的充分粘合。施工完成后,對檢查出的缺陷進行及時修補。
3、加溫固化:施工完成的工件停留30分鐘進行加溫固化。
4、研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理,密封相配面應試配合格。
5、噴漆:經檢驗合格后,對工件進行噴漆,要求噴漆表面均勻,不允許有流掛現象。
高壓往復泵保養(yǎng)的日常檢查內容
(1)關閉的進、出口閥門。
(2)檢查壓力表是否好用:各部位接頭是否松動滲漏:清洗各部位,尤其要清洗曲軸箱和機身各部位過濾器。
(3)檢查潤滑油:(公眾號:泵管家)
(3.1)檢查潤滑油是否乳化:
(3.2)檢查潤滑油是否發(fā)黑和出現異味,如果不合格立即更換。
(3.4)檢查潤滑油位,油位必須達到液位線標志以上,但不能超過最高刻度線。
(3.5)檢查進,排液閥,確認發(fā)作是否完好,必要時將閥體與閥座進行研磨。
(3.6)用壓鉛絲法檢查十字頭連桿瓦的間隙,其標準應為0.08mm以內:緊固連桿大頭瓦螺栓:檢查十字頭頂桿油封是否滲漏,如果滲漏立即更換。
(3.7)檢查各部位有無滲漏、滲水現象,并緊固各部螺栓。(公眾號:泵管家)
(3.8)校正大、小皮帶輪端面是否一條直線上,調整皮帶松緊度。
修復泵十字頭滑道
(1)檢查、擦洗量具:
(2)清洗十字頭滑道,并用促進劑進行處理:
(3)測量滑道尺寸,確定涂層厚度:
(4) 按比例配置涂料:
(5)用木片、竹片將涂料均勻涂敷在滑道磨損表面上,涂敷溝槽時一般用鐵粉加看磨粉膠劑:
(6)烘干固化層,并對圖層進行整形,要求涂敷后,必須固化24h后才能進行整形。研磨:
(7)研磨要求粗磨在精研,滑道研磨時加少許機油:
(8)檢測修復后尺寸,要球滑道中心不能位移,與十字頭接觸面不得少于75%,每平方厘米接觸點不得少于2-5個,配合間隙為0.1-0.15mm
郵 箱:jijinghs@163.com
地 址:無錫惠山經濟開發(fā)區(qū)前洲配套區(qū)星火路9號
聯(lián)系人:季 靜 13961899280
曹俊躍 18851515878
余 龍 15052212188
華靜英 15895337128